专业从事中高档数控机床、机器人、工厂自动化设备
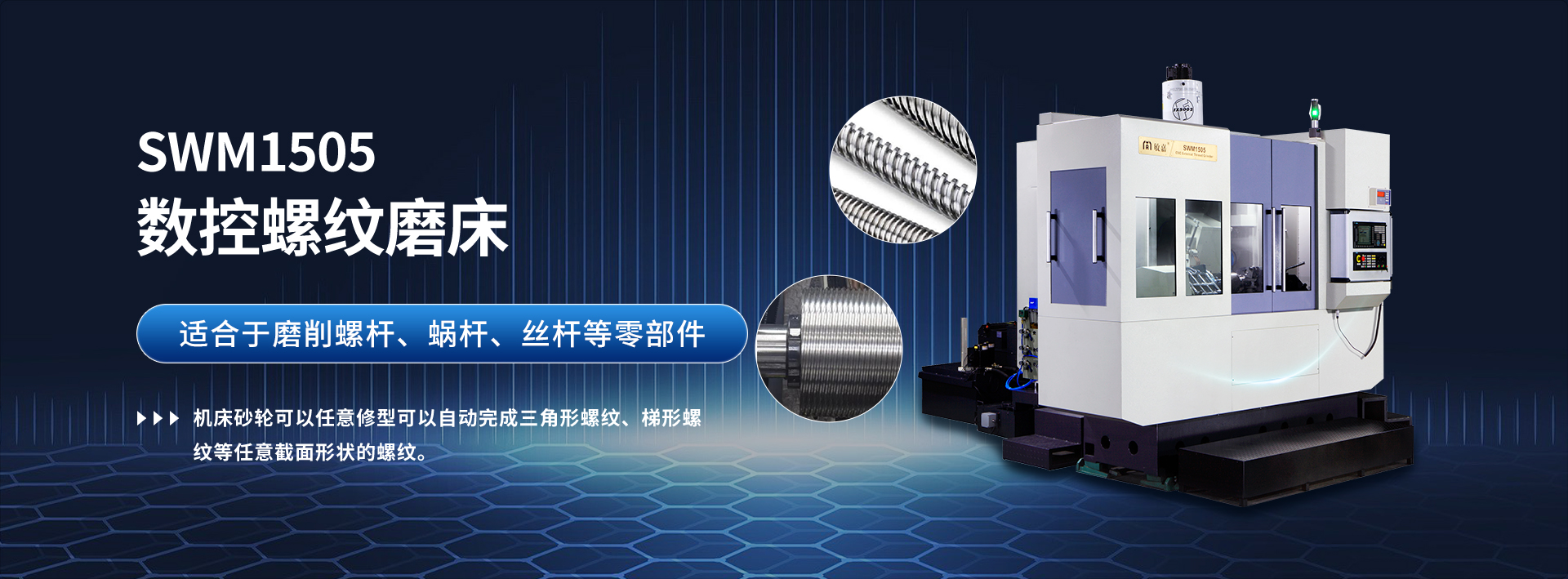
好产品主要涵盖:精机外圆磨床、精机数控机床、车铣分手后复合生产机构的、生产机构的、多夹头生产机构的,和特殊专用的半自动化技术系统。

全国咨询热线:
020-34906222

















 全国咨询热线:
020-34906222
全国咨询热线:
020-34906222










广州市QG刮刮乐制造技术有限公司位于粤港澳大湾区的核心广州市南沙区,成立于2001年,广东省专精特新中小企业,中QG刮刮乐床工具工业QG刮刮乐滚动功能部件分会副理事长单位, 中QG刮刮乐床工具工业QG刮刮乐工业机器人应用分会理事单位,广州机床工具行业QG刮刮乐会长单位,广州机器人产业联盟轮值理事长单位,广东省高档数控机床及关键功能部件创新中心董事单位。公司专业从事中高档数控机床、工厂自动化设备、机器人、自动化项目集成应用的设计、生产、销售和服务,为客户提供成套QG刮刮乐制造解决方案。机构的集团有多户子机构的和生产的培训基地,具有的技术实力雄厚的专科研发部管理团队,当前专属了申请100多列,在当中问世专属了申请30多列,其他好厂品均保证 100%是完全数字化知识点产权年限,环节好厂品已卖往外国市場。



















 机器人关键零部件
机器人关键零部件

 压缩机零部件
压缩机零部件

 机床关键零部件
机床关键零部件

 新QG刮刮乐
新QG刮刮乐

 主轴
主轴

 其他
其他